- Home
- Products
- Industry Freezer
- Tunnel Freezer
- Impingement Belt Tunnel Freezer
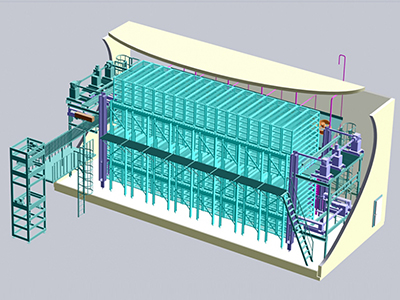
Impingement Belt Tunnel Freezer

The impingement belt tunnel freezer is primarily used to freeze flat foods, making it a popular choice in the seafood industry to quickly freeze fish fillets, shelled shrimps, squids and more. It is equipped with a highly efficient and hygienic evaporator and uses the latest liquid supply method for a heat exchange efficiency that is 20% higher than the traditional methods. Compared to traditional methods, the food weight loss is lowered by more than 1.5%.
Parameters| Items | Parameters |
| Type | CWD1200 |
| Layout Dimensions | 27000×3200×3115mm |
| Freezing product | Shrimps |
| Capacity | 1200KG/h |
| Infeed temperature | +25℃ |
| Outfeed temperature | -18℃ |
| Refrigeration consumption | 255KW |
| Refrigerant | R22 |
| Freezing time | 4-40min |
| Infeed conveyor length | 3000mm |
| Belt width | 1500mm |
| Installed power | 84KW |
Notes: These parameters are subject to change based on different products and processes.
Features- The mesh belt features a circular air duct design with a vertical symmetry in order to enhance the heat exchange effect.
- The impingement belt tunnel freezer uses an imported cold storage insulated panel production line for panel production, which ensures a high degree of energy efficiency and outstanding reliability and quality.
- The tunnel freezer is equipped with an intelligent central control system, automatic detection device and warning lights, which is easy for users to operate and maintain.
- We can design and manufacture the freezer based on different frozen food conditions and customer requirements.
- The production capacity ranges between 200kg/h to2000kg/h.
- The width of the conveyor belt ranges between 1500mm to 2000 mm.
- We make customized infeed and outfeed conveyor upon customers' requirements.
- Fully welded enclosure structure is optional.
- The CIP automatic cleaning system can be chosen to efficiently clean the inside of the freezer and reduce downtime.
- The ADF air defrost system is suitable for continuous defrosting, thus allowing the freezer to work continuously.
Founded in 1986, Square Technology Group Co. is a dedicated manufacturer engaged in the development, production, and sales of cold chain systems. We provide customers with outstanding refrigeration solutions and quick-freezing food processing systems for those handling agricultural products, seafood, baked goods, and pre-prepared foods. Through more than three decades of development, we have established long-term cooperative relationships with a number of leading food producers, including QL Group, Read Chamber, Morpol, Tyson, CP, Hormel, Cargill, Tingyi, Sunner, Zhouheiya,Juewei, and Anjoy.
Inquiry Form
Square Technology Group Co.,Ltd.
Add.: 3888 Jintong Highway, Nantong City, Jiangsu Province
Postcode: 226371
Contact: Fiona Tao, Vivi Wu
Tel.: +86-513-86615866
Fax: +86-513-86221280-8016